
Механическиехарактеристики
· Реализация нулевого люфта за счет применения двигателя с прямым приводом с высоким крутящим моментом на оси C
· Процесс обработки с СОЖ и сухой обработки на одном станке
· Высокоскоростной и надежный кольцевой загрузчик позволяет выполнять различные виды автоматизации
· Оптимизированная система сухой обработки и термостабилизации
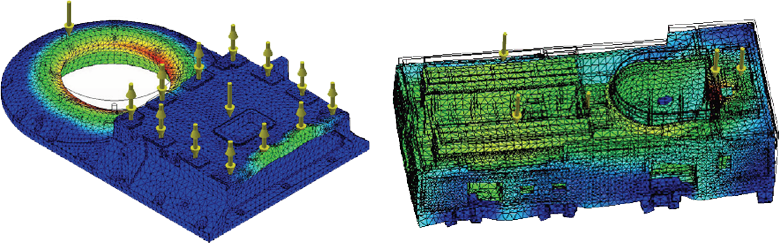
· Оптимизированная конструкция с помощью анализа методом конечных элементов (FEM)
· Высокая точность (выше класса DIN 6)
· Удобный для пользователя ЧПУ Siemens 840D SL / 828D и простое диалоговое программирование
· Процесс обработки с СОЖ и сухой обработки на одном станке
· Высокоскоростной и надежный кольцевой загрузчик позволяет выполнять различные виды автоматизации
· Оптимизированная система сухой обработки и термостабилизации
· Оптимизированная конструкция с помощью анализа методом конечных элементов (FEM)
· Высокая точность (выше класса DIN 6)
· Удобный для пользователя ЧПУ Siemens 840D SL / 828D и простое диалоговое программирование

Устройство чистовой обработки (Skiving)

Устройство удаления масляного тумана

Магнитный сепаратор стружки и бак СОЖ

Охладитель СОЖ

MQL: Устройство смазки минимального количества
Устройство для снятия заусенцев
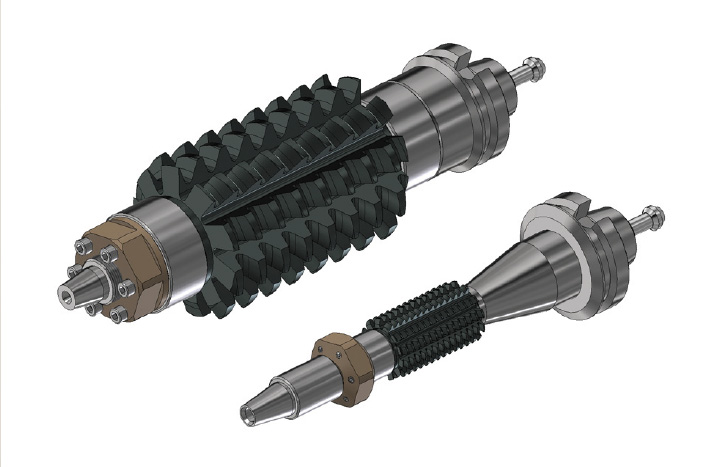
Оправка червячной фрезы

Червячная фреза / инструмент для снятия фаски

Приспособление для закрепления детали при зубофрезеровке / приспособление для закрепления детали при снятии фаски
Особенности основных узлов
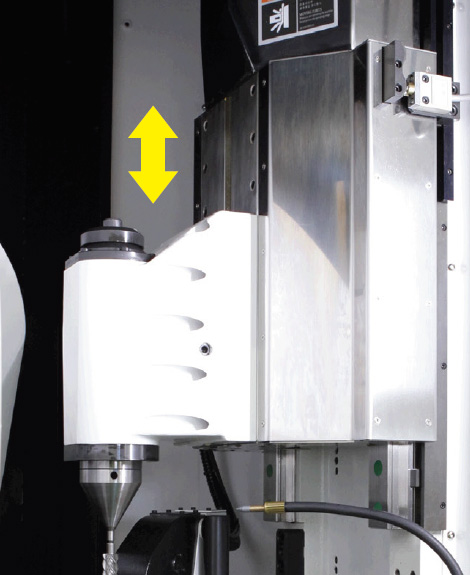
Фрезерная головка повышенной жесткости
· Применение линейных роликовых направляющих на оси Y и в опоре оправки гарантирует высокую точность при тяжелой обработке и обеспечивает тангенциальное резание.
· Применение оправки червячной фрезы с двойным контактом, сохраняет высокую жесткость шпинделя при тяжелой обработке.
·Быстрая и простая настройка червячных фрез возможна с помощью устройства предварительной настройки инструмента.
· Применение оправки червячной фрезы с двойным контактом, сохраняет высокую жесткость шпинделя при тяжелой обработке.
·Быстрая и простая настройка червячных фрез возможна с помощью устройства предварительной настройки инструмента.
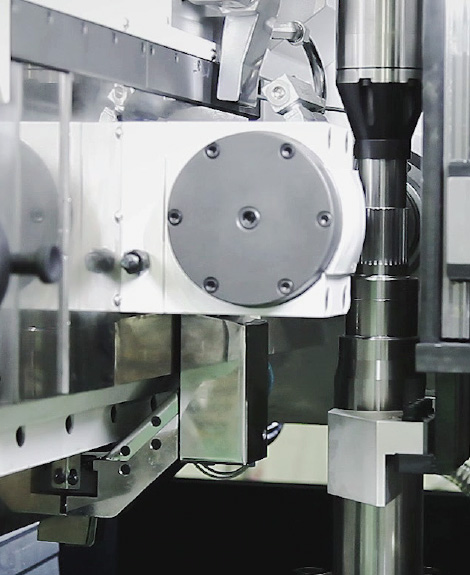
Задняя бабка повышенной жесткости
За счет использования прочной литой рамы и роликовых направляющих высокой жесткости возможна высокоточная обработка при тяжелых режимах резания.
Высокоточный стол
Стол без люфта с применением двигателя с прямым приводом с высоким крутящим моментом и прецизионного энкодера гарантирует высокую точность резки.
Особенности станины и колонны
Угловые широкие направляющие скольжения

Направляющие скольжения по оси X

Направляющие скольжения по оси Z
Благодаря использованию угловой конструкции с широкими направляющими в станине и колонне обеспечивается точность работки, основанная на пониженном поверхностном давлении и высоком сопротивлении резанию.
Оптимизированная структура
Оптимизированная конструкция с помощью структурного анализа (МКЭ)
Поддержка резания с СОЖ и сухой обработки

Сопло подачи воздуха высокого давления и сопло охлаждающей жидкости

Внутренняя защита из нержавеющей стали
· Эта машина предназначена для обработки с СОЖ или сухого резания
· Станина наклонного типа обеспечивает наилучшее удаление стружки
· Сопло подачи воздуха под высоким давлением и защита из нержавеющей стали на станине обеспечивают оптимизированную систему сухой резки и высокую термостойкость
· Станина наклонного типа обеспечивает наилучшее удаление стружки
· Сопло подачи воздуха под высоким давлением и защита из нержавеющей стали на станине обеспечивают оптимизированную систему сухой резки и высокую термостойкость
Резка длинного вала
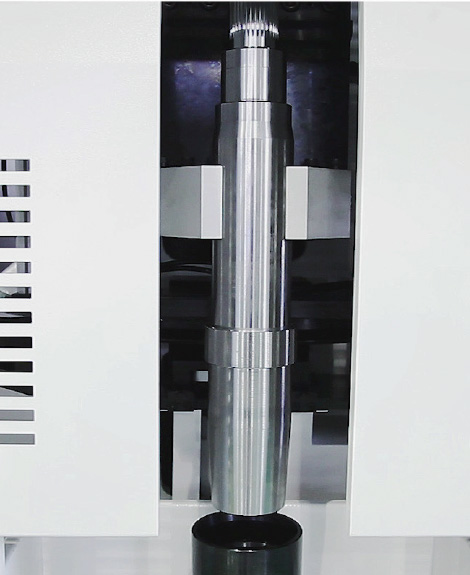
Предназначена для регулировки положения задней бабки для обработки длинных валов, а обработку валов длинной до 650 мм можно автоматизировать с помощью кольцевого загрузчика.
Диалоговое программирование и цикл фрезерования
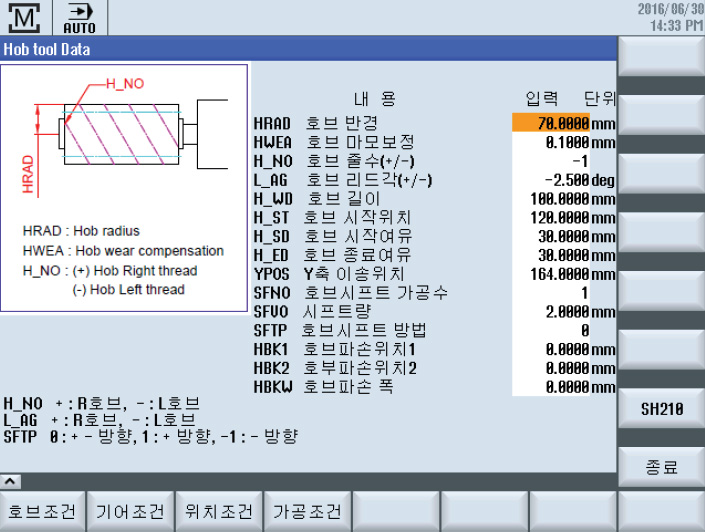
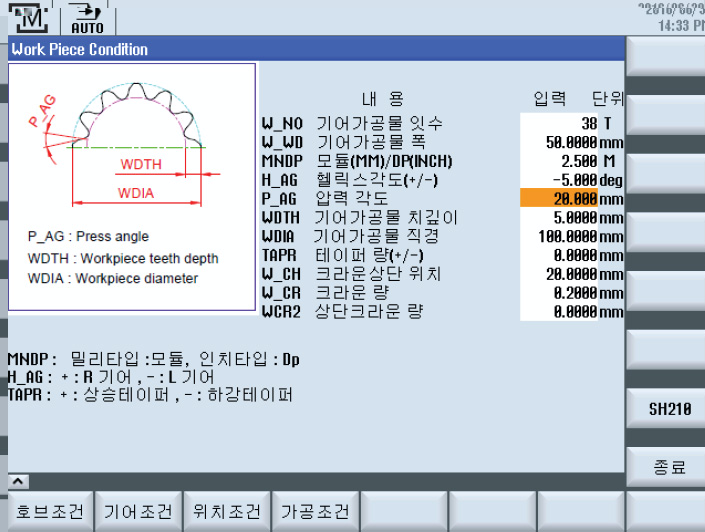
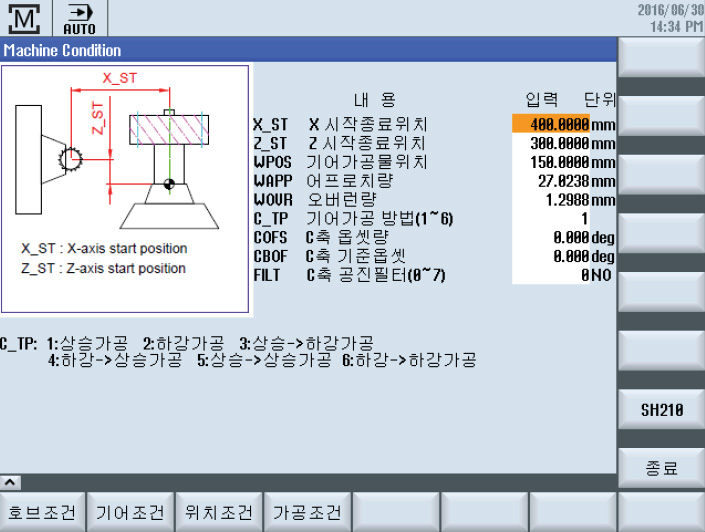
Благодаря использованию среды программирования Easy Dialog, дополнительное программирование не требуется, а обработка зубчатых колес упрощается с помощью простого ввода спецификаций червячной фрезы, заготовки и условий резания.
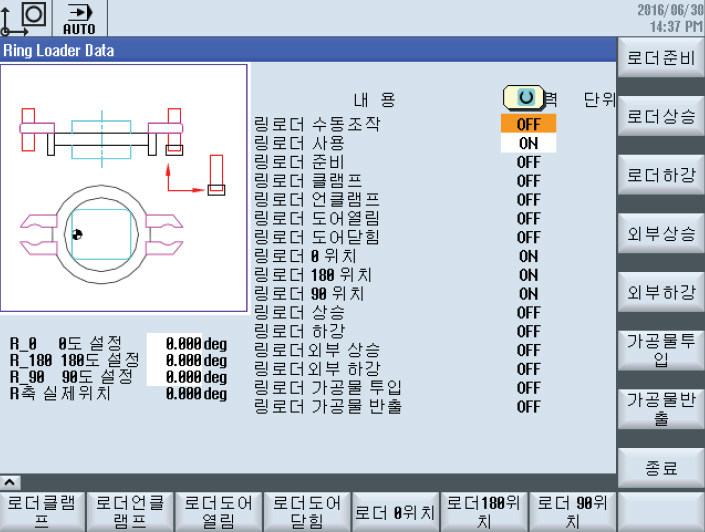
Автоматизация
Конвейер-хранилище дателей



Оптимизированный кольцевой загрузчик и конвейер для складирования гарантируют минимум занимаемого места и максимальную производительность

Рабочий конвейер

Хранилище заготовок/готовых деталей

Хранилище заготовок/готовых деталей
Возможны индивидуальный рабочий конвейер и хранилище заготовок/готовых деталей.

Портальный загрузчик с хранилищем заготовок

Автоматизация с промышленным роботом

Автоматизация с промышленным роботом
Возможна различная автоматизация по спецификации заказчика (робот, портальный погрузчик и т. д.)
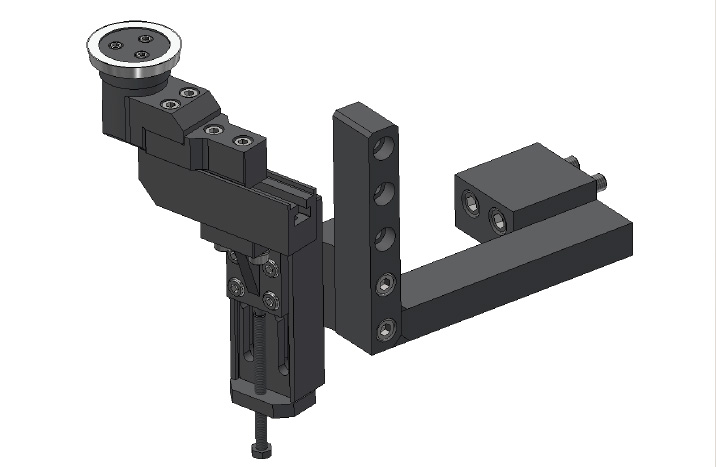
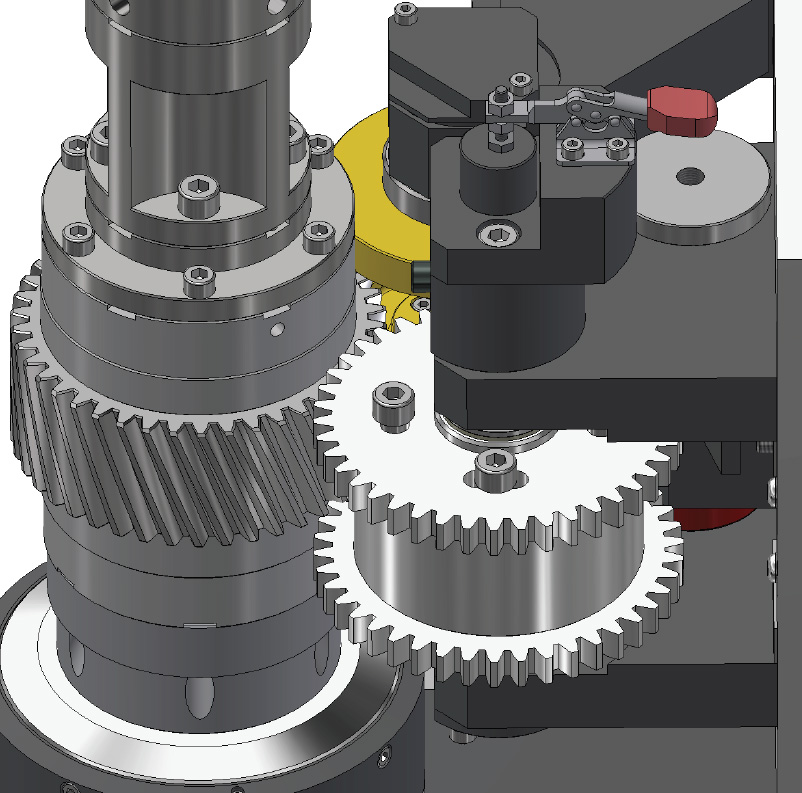
Устройство для снятия заусенцев и изготовления фаски

4-х позиционный кольцевой загрузчик и устройство для снятия фаски / снятия заусенцев
· Вращающееся устройство для снятия фаски / снятия заусенцев, установленное внутри станка с высокоскоростным 4-позиционным кольцевым загрузчиком, обеспечивает максимальную экономию затрат и экономию места для клиентов благодаря своей компактной конструкции.
·Поскольку процесс снятия фаски / снятия заусенцев выполняется одновременно с процессом фрезерования, время цикла не увеличивается.(параллельность времени обработки)
· Обеспечение полностью интегрированного процесса с централизованным управлением
·Поскольку процесс снятия фаски / снятия заусенцев выполняется одновременно с процессом фрезерования, время цикла не увеличивается.(параллельность времени обработки)
· Обеспечение полностью интегрированного процесса с централизованным управлением

Перед снятием фаски / снятия заусенцев

После снятия фаски / снятия заусенцев
Дополнительные аксессуары
Устройство чистовой обработки (Skiving)
Охладитель СОЖ
Оправка червячной фрезы
Устройство удаления масляного тумана
MQL: Устройство смазки минимального количества
Червячная фреза / инструмент для снятия фаски
Магнитный сепаратор стружки и бак СОЖ
Устройство для снятия заусенцев
Приспособление для закрепления детали при зубофрезеровке / приспособление для закрепления детали при снятии фаски
Характеристики
| Модель | SH210 | SH260 | SH310 | SH410 |
|---|---|---|---|---|
| Основные характеристики | ||||
| МаксимальныйДиаметр заготовки. | Ø210мм | Ø260 мм | Ø310мм | Ø410мм |
| Максимальный Модуль | M6 | M6 | M6 | M8 |
| Максимальная Скорость стола | 300 об / мин | 300 об / мин | 300 об / мин | 200 об / мин |
| Диаметр стола | Ø240мм | Ø240мм | Ø240мм | Ø330 мм |
| Фрезерная головка | ||||
| Максимальный диаметр/длина червячной фрезы | Ø180 / 220 мм | Ø180 / 220 мм | Ø180 / 220 мм | Ø180 / 240 мм |
| Максимальная скорость червячной фрезы | 2000 об / мин | 2000 об / мин (опция 1500 об / мин) | 2000 об / мин (опция 1500 об / мин) | 1000 об / мин |
| Максимальное осевое смещение фрезы (ось Y) | 200 мм | 200 мм | 200 мм | 200 мм |
| Угол поворота фрезерной головки | ±45° | ±45° | ±45° | ±45° |
| Конус шпинделя | BT # 40 | BT # 40 | BT # 40 | BT # 40 |
| Мощность шпинделя | 12/16 кВт | 12/16 кВт | 12/16 кВт | 12/16 кВт |
| Рабочий диапазон | ||||
| Ход по оси X (радиальный) | 270(15~285)mm | 270(15~285)mm | 270(15~285)mm | 290(15~305)mm |
| Ход по оси Z (осевое) | 370 (200 ~ 570) мм (опция 600 (200 ~ 800) мм) | 370 (200 ~ 570) мм (опция 600 (200 ~ 800) мм) | 370 (200 ~ 570) мм (опция 600 (200 ~ 800) мм) | 370(150~520)mm |
| Задняя бабка (перемещение центра) | 400(265~665)mm | 400(265~665)mm | 400(265~665)mm | 400(215~615)mm |
| Ускоренные перемещения | ||||
| Подача по оси X (радиальная) | 12 м / мин | 12 м / мин | 12 м / мин | 12 м / мин |
| Подача по оси Z (осевая) | 12 м / мин | 12 м / мин | 12 м / мин | 12 м / мин |
| Подача по оси Y (тангенциальная) | 5 м / мин | 5 м / мин | 5 м / мин | 5 м / мин |
| Прочие характеристики | ||||
| Количество осей | 6 (X, Y, Z, A, B, C) | 6 (X, Y, Z, A, B, C) | 6 (X, Y, Z, A, B, C) | 6 (X, Y, Z, A, B, C) |
| Система ЧПУ | Siemens 840D SL | Siemens 840D SL | Siemens 840D SL | Siemens 840D SL |
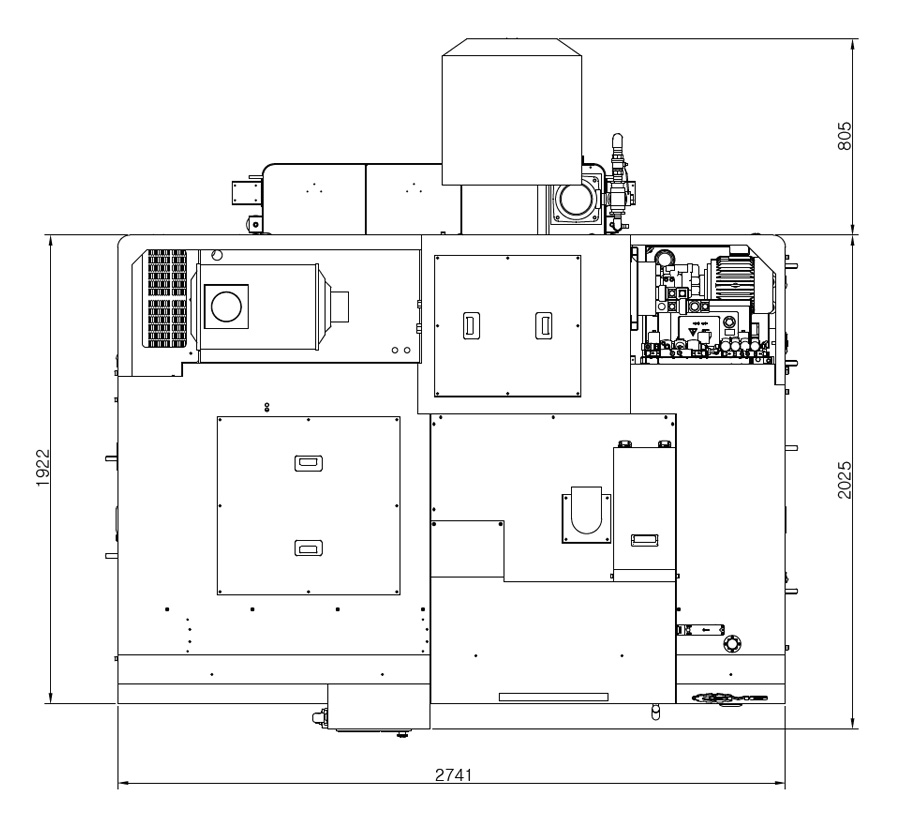
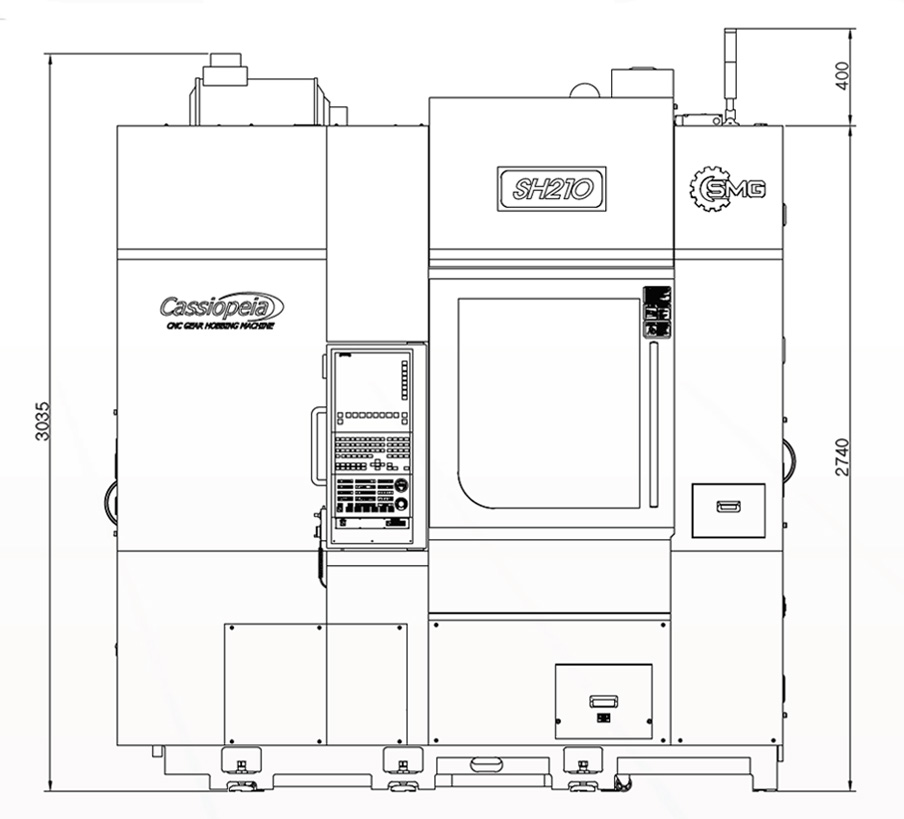
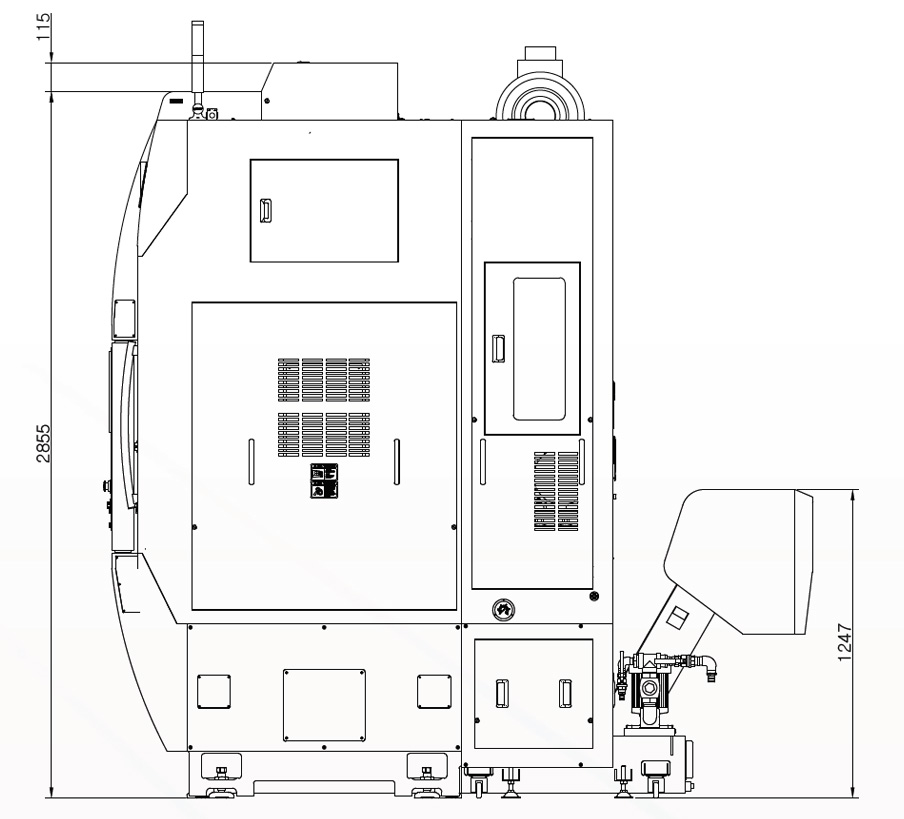
| Занимаемое пространство (Д × Ш × В) | 2741×2830×2970mm | 2741×2830×2970mm | 2741×2830×2970mm | 2941×2950×2990mm |
| Вес станка | 9500кг | 9500кг | 9500кг | 11000кг |
Рабочая зона
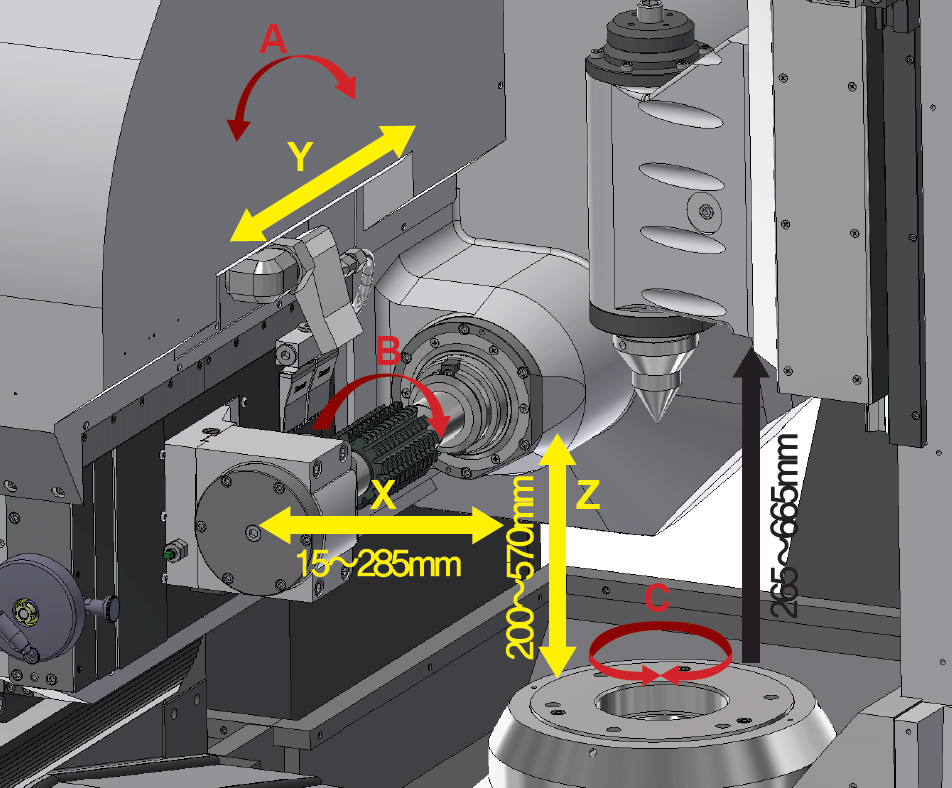
X Радиальное перемещение червячной фрезы
Y Тангенциальное перемещение червячной фрезы
Z Вертикальное движение червячной фрезы
A Поворот фрезерной головки
B Вращение шпинделя червячной фрезы
C Вращение рабочего стола
Компоновка машины
| Стандартные аксессуары |
|---|
| Станина |
| Полная защита от брызг |
| Внутренние кожуха из нержавеющей стали и продувка воздухом |
| Оправка червячной фрезы (Ø32) |
| Система резки с СОЖ и сухой резки |
| Гидравлическая станция |
| Смазочный насос и бак |
| Масляное охлаждение оси C |
| Светодиодное рабочее освещение |
| Стандартное базовое приспособление |
| Устройство предварительной настройки червячной фрезы |
| Инструменты для обслуживания станка в ящике |
| Кондиционер электрического шкафа |
| Устройство ИБП для отвода инструмента |
| Регулировочные болты и опоры |
| Руководство по эксплуатации |
| Дополнительные аксессуары |
|---|
| Устройство удаления масляного тумана |
| Оправка червячной фрезы |
| Устройство для снятия заусенцев |
| Автоматическая дверь |
| Люнет |
| Охладитель СОЖ |
| Блок MQL (минимальное количество смазки) |
| Устройство чистовой обработки (Skiving) |
| Трансформатор |
| Стандартный кольцевой загрузчик |
| Хранилище заготовок/готовых деталей (паллетный тип) |
| 4-х позиционный кольцевой загрузчик |
| Устройство для снятия фаски и заусенцев |
| Фрезы и приспособления для снятия фаски |
| Зажимное приспособление для зубофрезерования |
| Червячная фреза |
| Автоматизация |